


想要知道弯管H型钢拉弯根据要求定制产品如何?看视频就知道!看视频,选产品更明智!
以下是:弯管H型钢拉弯根据要求定制的图文介绍


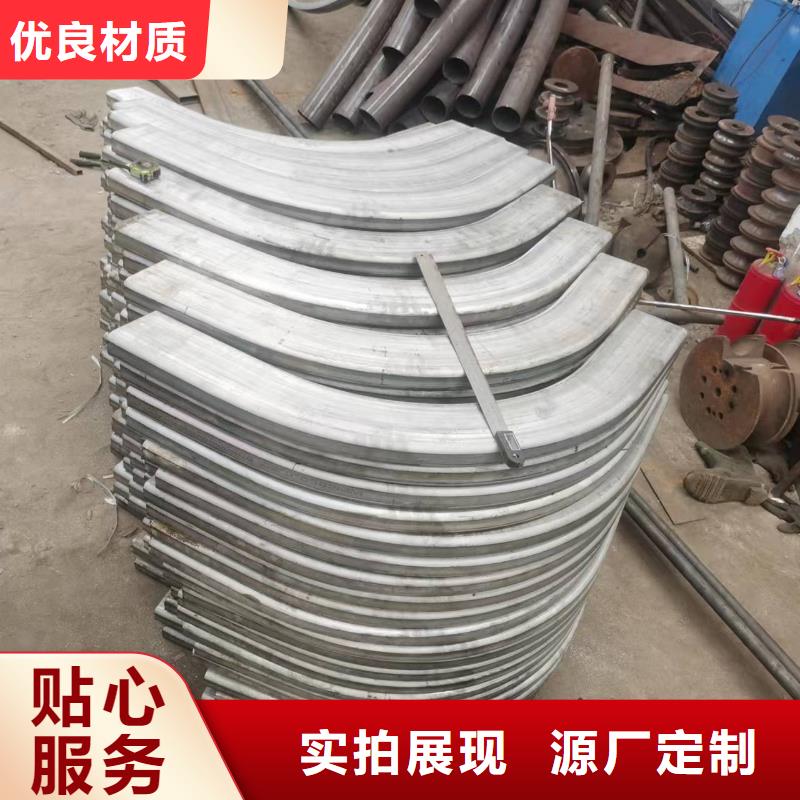
弯管是工业各领域广泛应用的重要零部件。等壁厚弯管在石油、化工、航海、航空和核工业领域具有重要用途,在高温、高压和酸碱腐蚀环境中具有特殊意义。等壁厚弯管塑性成型理论及工艺工装设备相关研究成果被企业采用后,所生产的弯管大量应用于重点建设项目万吨乙烯工程、万吨高碳醇工程、万吨合成氨工程和多家石化企业。经检验,弯管质量超过国外同类产品,不仅取代了进口,而且远销日本、美国和东南亚等地,产生了显著的经济和社会效益。 弯管加工成型时凸边管壁受拉减薄或开裂、凹边管壁受压增厚或起皱,以及管道截面扁平型变问题,是困扰加工业的世界性难题。



你是否知道弯管的这个知识,弯管是改变管道方向的管件,在管道交叉,转弯和绕梁等地方都可以看到弯管,煨制弯管具有柔韧性好,耐高压,低阻力的优点。因此,它经常在建筑中使用。 弯管的主要形式是:各种角度的弯管,U形管,来回弯(或称乙字弯)和弧形弯管等,弯管是具有任意弯曲角度的管件,在弯管时使用。弯管的弯曲半径用R表示,当R越大,管道的弯曲部分越大,弯曲越平滑;当R较小时,管的弯曲部分较小,并且弯曲较锐利。 来回弯的管子的弯曲末端的中心线之间的距离称为来回弯曲的高度,用字母h表示,来回弯是具有两个弯曲角度(通常为135°)的管件。 U形管是一种半圆形的管件。管两端的中心线之间的距离d等于弯曲半径R的两倍,U形管可以代替两个90°弯头,通常用于连接两个圆形的翼形散热器。 弧形弯管是具有三个弯曲角度的管件,侧面角度为135°,中间角度通常为90°。弧形弯管用于绕过其他管道,而弧形弯管通常用于对带有冷热水供应的卫生设备进行管道输送。 弯管的尺寸由管径,弯曲角度和弯曲半径决定,根据图纸和施工现场的实际情况确定弯曲角度,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求,样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应根据管道直径,设计要求和相关规定确定,它既不应该太大也不应该太小。由于弯曲半径太大,不仅要使用大量的材料,而且在管道的弯曲部分也要占用较大的面积,这会给管道的组装造成困难。如果选择的弯曲半径太小,则由于过度伸长而使弯管后面的管壁变薄,其强度降低,并且弯管的内管壁被压缩,形成褶皱状态。因此,一般规定,焊接弯管的弯曲半径应不小于管外径的1.5倍;冲压弯管的弯曲半径不应小于管道的外径;冷煨弯管的弯曲半径应不小于管外径的4倍;热煨弯管的弯曲半径应不小于管外径的3.5倍。 弯管时,一般规定管子弯曲后,管壁减薄率不得超过15%,这样的目的是为了使管子弯曲后不对原有的工作性能有过大改变。



航萧管件(万柏林区分公司)是 中频弯管等产品的专业生产企业,欢迎大家咨询产品规格,价格,来公司参观洽谈.
公司一直是以“质量精良,交货及时,价格合理,服务周到”的宗旨来为广大客户服务的;并且本着“质量求生存,信誉谋发展”的生产原则,赢得了广大新老客户的好评。公司内部管理科学,质量保证体系健全,我公司以诚为本,信誉良好,深受国内外客商信赖。航萧管件(万柏林区分公司)愿为国内外的客户提供优质的产品和的服务。真诚欢迎各地的朋友来我公司洽谈业务,愿与每位客户携手共进,共创美好的未来。


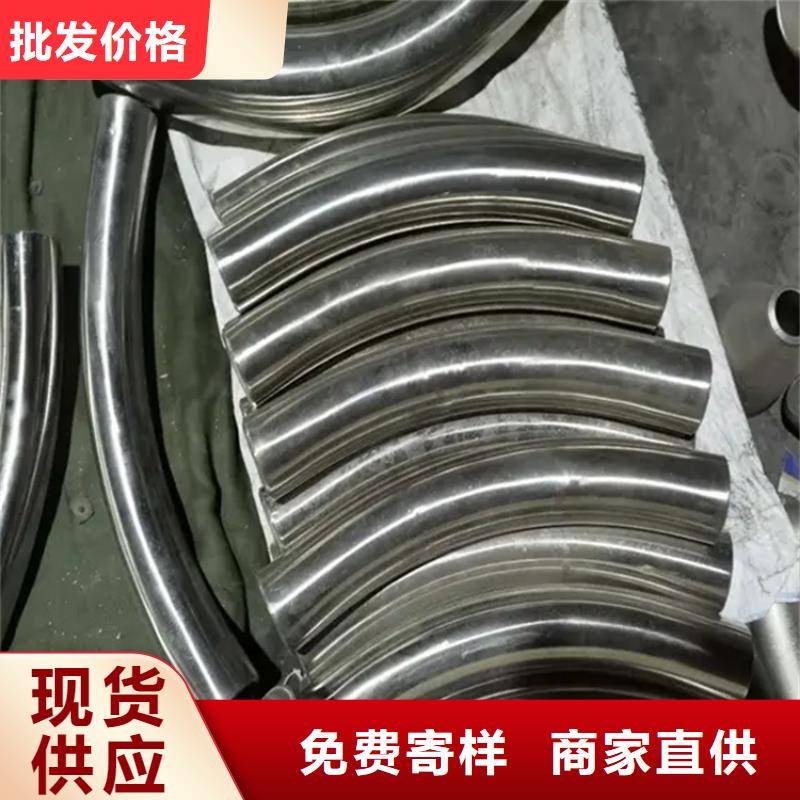
弯管的加工效率低问题怎样解决。因为客户应用到的弯管生产设备,包含走刀组织、激光切割组织,弯折组织和回到组织,载入组织机构在架构,用以从这当中输气管,管路储放到声卡机架,阻拦组织机构在架构上,阻拦组织与装车组织相对性设定,以阻拦传至架构预订长短的管路,弯折组织机构在阻拦组织上,载入组织弯折激光切割管,原材料回到组织用以将弯管移除架构。 弯管的加工效率低问题怎样解决 弯管生产设备处理弯管生产效率低的问题,目前适用的高压管生产设备采用管辊组、管辊组旋转驱动设备和驱动辊升辊,管辊组设在管道中间和管道出口,管辊组包括滚筒,工作压力辊及其旋转支撑点是管道周围的支撑点, 当今的工作压力辊,可转动地支撑点在架构的走刀辊,以排出来辊中间的部位处,而且辊子可拖动地可拖动地装配线在架构上,转动辊组转动控制器,现阶段可即时调整管材管的弯折半经,构造简易,实际操作便捷,制造便捷,如今应用到的弯管生产设备,其技术规范包含架构和设定在架构顶端的操作台,操作台下设工作压力槽和2个翻转槽。 由于弯管生产设备拖动预制构件,设定在精准定位预制构件和架构中间,且拖动预制构件结构成拖动精准定位预制构件,以顺着2个翻转槽的联接方位的构件,以驱动器精准定位表层背驰或挨近翻转槽,而且拖动构件与固定不动的精准定位表层部位联接,固定不动部件以保持轻轻松松管路精准定位的实际效果,因而弧型弯管的构造是平稳的。



弯管机弯制原理 弯管机进行弯管的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时, 中性层外侧管壁受拉应力盯l作用,管壁变薄;中性层内侧管壁受拉应力仃1作用,管壁变厚。而且横截面的形状由于受合力 F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 弯管的变形程度,取决于相对弯曲半径R囝和相对厚度t/D数值的大小、R巾和t/D值越小,表示变形程度越大。为保证管 件成形质量,必须控制变形程度在许可范围内,弯管弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的 使用要求。管件的成形极限应包含以下几个内容: (1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂; (2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱; (3)如果管件有椭圆度的要求时,控制其断面产生畸变; (4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。
