





想了解我们的止水铜片价格多年老厂产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:止水铜片价格多年老厂的图文介绍

华尔网止水铜片工程材料有限公司主要经营:pe打孔渗水波纹管、土工布 、土工膜 、复合土工膜、DN110双壁波纹管、塑料盲沟 、软式透水管、聚丙烯纤维、钢纤维、聚酯纤维、聚丙烯腈纤维、沥青杉板、止水带、HDPE单壁双壁打孔缠布波纹管、止水铜片、hdpe打孔波纹管、防水卷材等。 经过多年潜心经营,公司产品覆盖了国内近三十个省市、自治区,产品各项技术性能指标均符合且高于标准要求,达到国内水平。 在水利工程设计和施工中,为了防止因不均匀沉降造成对水利工程设施的破坏,根据地质条件以及上部结构等情况,一般每隔10~30米会设置一道沉降缝,在沉降缝之间会设置止水铜片。目前通常做法是在现场直接焊接水平止水与垂直止水连接段。由于分缝部分连接复杂,且工地现场焊接条件差、华尔网附近紫铜片长,导致现场加工质量不易控制,特别是该部位,是焊接特别复杂的地方,再加上目前这方面的专业制作人员又紧缺,稍有不慎,就可能导致水失效,产生渗漏,工程将会产生问题。因此,为了满足生产和施工的需要,急需一种能适应分缝部分水平止水与垂直止水既加工简单又便于现场焊接的装置。
紫铜止水板施工要点:
1、华尔网附近应尽力包管止水铜板在墙体中线上;
2、华尔网附近两块铜板之间的焊接要饱满且为双面焊,铜板搭接不小于200mm;
3、华尔网附近墙体转角处的处置,整块铜板弯折;丁字型焊接;7字型焊接;
4、华尔网附近紫铜止水板的支持焊接,能够用小钢筋电焊在主筋上;
5、华尔网附近紫铜止水板穿过柱箍筋时,能够将所穿过的箍筋断开,制作成启齿箍,电焊在铜板上;
6、华尔网附近紫铜止水板的“启齿”朝迎水面


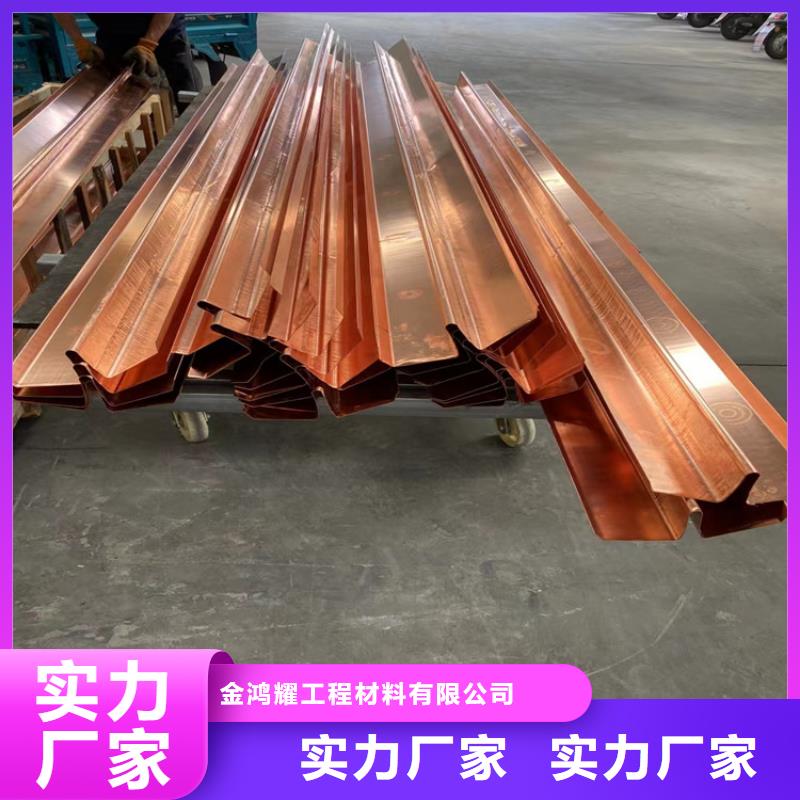
止水铜片在根据止水铜片大样图加工的过程中,华尔网止水铜片工程材料有限公司主要经营:pe打孔渗水波纹管、土工布 、土工膜 、复合土工膜、DN110双壁波纹管、塑料盲沟 、软式透水管、聚丙烯纤维、钢纤维、聚酯纤维、聚丙烯腈纤维、沥青杉板、止水带、HDPE单壁双壁打孔缠布波纹管、止水铜片、hdpe打孔波纹管、防水卷材等。 经过多年潜心经营,公司产品覆盖了国内近三十个省市、自治区,产品各项技术性能指标均符合且高于标准要求,达到国内水平。几乎都会设置铜鼻子,那么铜鼻子在我们的水工建筑中到底起到了怎样的作用呢?止水铜片安装过程中,会根据需要填塞其他的塑性材料。那么,在应用过程中,若因为震动或冲击使建筑体发生偏移时,施工缝有分裂的倾向,那么这个时候铜鼻子就会起到非常重要的作用。铜鼻子会顺着分裂方向拉伸,铜鼻子内的塑性填料便可分散作用力,从而起到抗震防裂的效果。主要提供的是止水铜片、华尔网止水铜带、华尔网止水铜板等铜止水材料,主要形状包含以下几种:A.W止水铜片B.F止水铜片C.U止水铜片,又称圆弧型止水铜片D.V止水铜片止水铜片公司,是一家专业生产同于水工建筑止水的紫铜产品生产厂家,但我们不生产紫铜。紫铜是我们用于加工成产止水铜片的原材料,我们公司生产的止水铜片都是以含量为99.9%以上的优质纯紫铜(原本呈红色,由于在空气中收到氧化形成保护膜而呈紫红色,因此才又被称为紫铜)加工而成,我公司可以免费为客户成型,可成型W形止水铜片、华尔网F型止水铜片、华尔网U型止水铜片或圆弧型止水铜片,同时也可生产止水铜片接头,欢迎来电咨询



金鸿耀工程材料有限公司是集研发、生产、销售与服务为一体的综合性企业。主要有 长春榆树单壁打孔波纹管等。公司秉承“科技承载梦想,创新铸就未来”的理念,坚持“以口碑创品牌”的质控机制,不断生产优质产品。公司一贯坚持;质量优良,用户至上,贴心服务,信守合同的宗旨,凭借着高质量的产品,良好的信誉,用心的服务。公司自成立以来,不断致力于对各种材料的深入研究。从过去的石材、钢结构、不锈钢,到现在的铝合金及多种复合材料,一直引领着中国艺术景观桥梁的发展。
我们期待与您携手,共同为地区和社会的发展做出贡献,实现人与自然的协调发展。我们用毅力打造品牌,用良心与责任坚守质量,用勤奋与智慧拓展推新,用拼搏与汗水续写辉煌,诚为业之基,信为商之魂!


华尔网止水铜片工程材料有限公司主要经营:pe打孔渗水波纹管、土工布 、土工膜 、复合土工膜、DN110双壁波纹管、塑料盲沟 、软式透水管、聚丙烯纤维、钢纤维、聚酯纤维、聚丙烯腈纤维、沥青杉板、止水带、HDPE单壁双壁打孔缠布波纹管、止水铜片、hdpe打孔波纹管、防水卷材等。 经过多年潜心经营,公司产品覆盖了国内近三十个省市、自治区,产品各项技术性能指标均符合且高于标准要求,达到国内水平。止水铜片 、华尔网起焊时由于刚开始焊,止水铜板焊件温度较低或接近环境温度。
为便于形成熔池,并利于对焊件进行预热,焊嘴倾角应大些,同时在起焊处应使火焰往复移动,保证在焊接处加热均匀。如果两焊件的厚度不相等,火焰应稍微偏向厚件,以使焊缝两侧温度基本相同,熔化一致,熔池刚好在焊缝处。当起点处形成白亮而清晰的熔池时,即可填入焊丝,并向前移动焊炬进行正常焊接。在施焊时应正确掌握火焰的喷射方向,使得焊缝两侧的温度始终保持一致,以免熔池不在焊缝正中而偏向温度较高的一侧,凝固后使焊缝成形歪斜。焊接火焰内层焰芯的 要距离熔池表面3~5mm,自始至终保持熔池的大小、华尔网形状不变。
起焊点的选择,一般在平焊对接接头的焊缝时,从对缝一端30mm处施焊,目的是使焊缝处于板内,传热面积大,当母材金属熔化时,周围温度已升高,从而在冷凝时不易出现裂纹。管子焊接时起焊点应在两定位焊点中间。
第二、华尔网焊接过程中焊嘴和焊丝的运动为了控制熔池的热量,获得高质量的焊缝,焊嘴和焊条应作均匀协调的摆动。
焊嘴和焊条的运动包括三种动作:
a.沿焊缝的纵向移动,不断地熔化工件和焊条,形成焊缝。
b.焊嘴沿焊缝作横向摆动,充分加热焊件,使液体金属搅拌均匀,得到致密性好的焊缝。
c.焊条在垂直焊缝的方向送进,并作上下移动,调节熔池的热量和焊条的填充量。



